
제품
프로파길 알코올, 1,4 부틴디올 및 3-클로로프로핀 생산 전문
Propargyl은 중합하고 폭발할 것입니다
초기 공정은 용매로 프로파길 알코올, 염기로 KOH, 표적을 얻기 위한 가열 반응을 기반으로 합니다.용매 희석 조건이 없는 반응은 불순물이 적고 반응이 더 깨끗합니다.
잠재적인 촉매 중합 및 말단 알킨의 폭발적 분해를 고려하여 Amgen의 HEL(Hazard Evaluation Lab)은 반응을 최대 2리터까지 확장하기 전에 안전성 평가를 수행하고 공정 최적화를 지원하기 위해 개입했습니다.
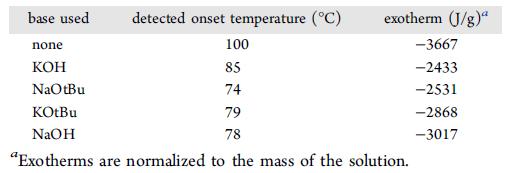
DSC 테스트는 반응이 100°C에서 분해되기 시작하여 3667J/g 에너지를 방출하는 반면, 프로파길 알코올과 KOH는 함께 에너지가 2433J/g으로 떨어지지만 분해 온도도 85°C로 떨어지는 것을 보여줍니다. 공정 온도가 60°C에 너무 가까우면 안전 위험이 더 커집니다.
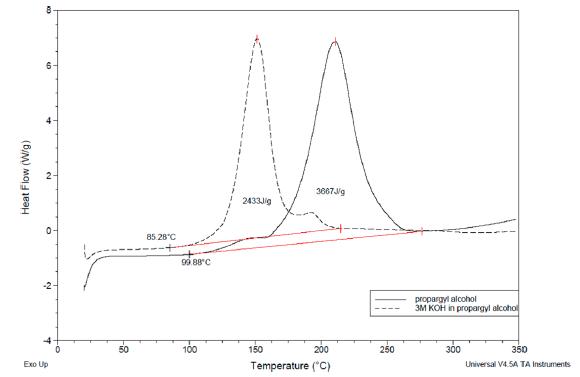
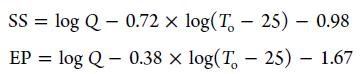
Yoshida Correction은 DSC 데이터를 계산하는 데 사용되었으며 결과는 propargyl 알코올과 수산화칼륨 용액이 충돌에 민감하고 폭발적임을 보여줍니다.
AKTS를 사용한 동역학 회귀는 순수 프로파길 알코올의 경우 73.5°C, 3M KOH 용액의 경우 45.9°C의 TD24를 생성했습니다.따라서 시스템은 확대에 적합하지 않습니다.
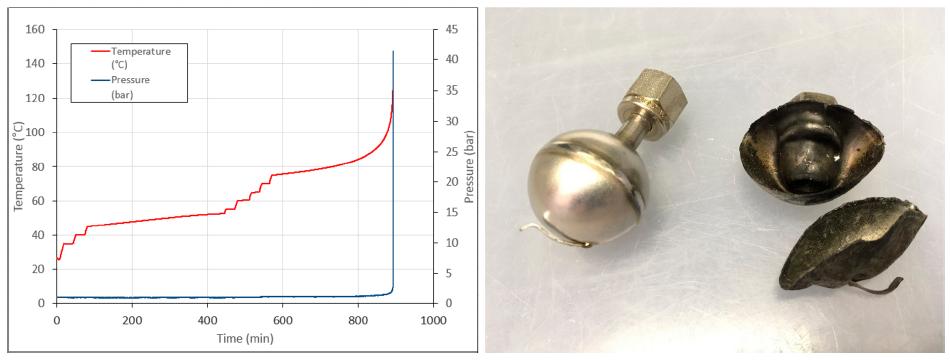
ARC를 사용하여 반응 용액을 추가로 테스트하고 46°C에서 작은 열 방출, 6°C의 단열 온도 상승이 목표 반응 열 방출이어야 합니다.76 °C에서 강한 열과 가스가 방출되어 테스트 탱크가 폭발했습니다.반응이 증폭에 적합하지 않음을 추가로 보여줍니다.
HEL과 팀은 염기 변화를 고려했지만 DSC 테스트에서는 염기의 존재만으로도 프로파길 알코올의 분해 온도를 낮추는 것으로 나타났습니다.
알칼리를 이용한 스크리닝 실험은 KOH 반응이 양호함을 보여주었다.용매를 다시 스크리닝한 결과 다이옥산이 더 나은 반응을 나타내는 것으로 나타났습니다.ARC 테스트는 표적 반응의 발열 반응 후 온도가 200°C까지 계속 상승했지만 여전히 급격한 분해가 발견되지 않음을 보여주었습니다.이 조건은 안전하게 확장할 수 있습니다.





